


不锈钢的表面加工等级
钝面:NO.2D 冷轧后经热处置、酸洗者,其材质柔软,外表呈雪白色光泽,用于深冲压加工,如汽车构件、水管等。
雾面:NO.2B 冷轧后经热处置、酸洗,再以精轧加工使外表为适度之光亮者。由于外表润滑,易于再研磨,使外表愈加光亮,用处普遍,如餐具、建材等。采用改善机械性能的外表处置后,简直满足一切用处。
粗砂NO.3 用100-120号研磨带研磨出来的产品。具有较佳的光泽度,具有不连续的粗纹。用于建筑内外装饰资料、电器产品及厨房设备等


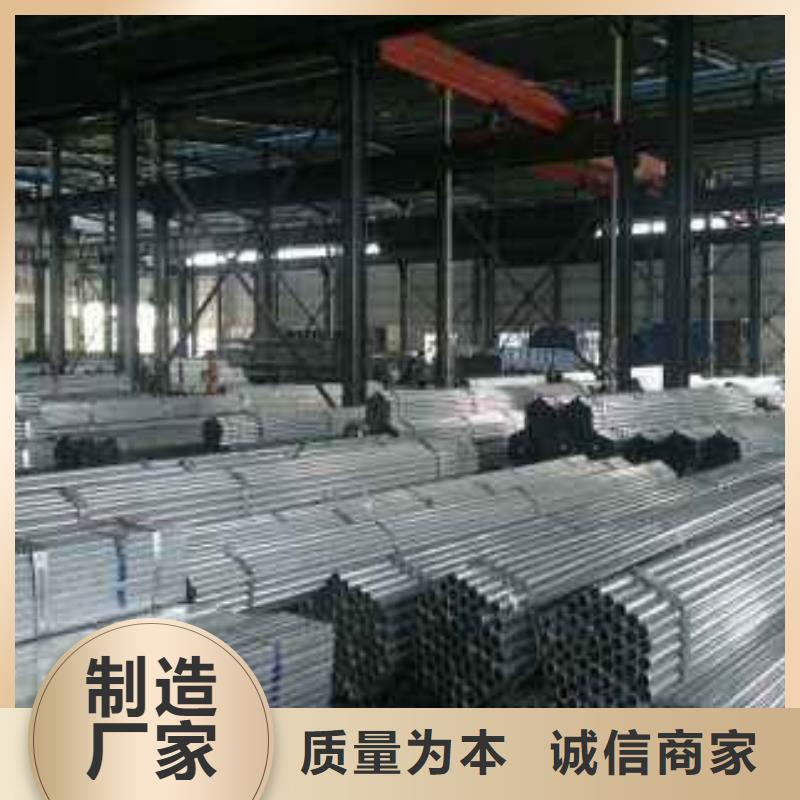
精扎与冷拔无缝钢管生产对管坯质量的要求
精扎或热轧,冷拔无缝钢管的用途::
(1)结构无缝钢管与输送管管坯。包括低碳钢、中碳钢和合金结构钢管坯,钢号有10#、20#、35#、45#、和15Cr、40Cr、30CrMnSi、12CrMoV等。
2)锅炉管管坯。一般锅炉管管坯用钢为低碳钢与优质碳素结构钢,如10#、20#、20A为了标出锅炉管管坯用钢,可在钢号后加“锅”或“G”,如20锅或20G。
(3)石油钻采与地质钻探管管坯。这种管坯用钢包括中碳钢、低合金钢及合金钢。这种管坯是按机械性能分钢级交货,并在钢号前加写“DZ”,如DZ55、DZ80。
(4)化肥与化肥管管坯。化工设备及管道输送管管坯用钢有碳钢、耐热耐酸不锈钢等,如20#、1Cr18Ni9Ti;石油裂化管用有碳钢和合金钢等如10#、20#、12Mn2、Cr5Mo、12CrMoV;化肥管用钢有碳钢与合金钢等
(5)其他特殊管管坯。
合格的管坯是冷拔无缝钢管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了严格的技术要求。
根据部颁标准对以优质圆钢作管坯的坯料,在尺寸、表面质量、组织等方面有一定的技术要求。
(1)冷拔无缝钢管管坯的几何尺寸及允许偏差:
管坯直径及允许偏差:
管坯直径为75毫米时允许偏差为+1.0 -0.5毫米;
管坯的直径为80~90毫米时允许偏差为+0.8 —1.3毫米;
管坯直径为95~120毫米时允许偏差为+1.0 —1.7毫米。
管坯长度:一般为2.3~6米(按双方协议)。
弯曲度:无矫直设备时局部弯曲度每米不超过10毫米,总弯曲度不超过总长的1.0%。
管坯头部斜切度:
管径直径不大于96毫米时,切斜小于6毫米;
管坯直径为95~120毫米时,切斜度小于8毫米。
剥皮或扒皮后的管坯表面粗糙度Ra为25米。
超过上述允许偏差时,不仅使穿孔咬入条件变坏,而且直接影响穿孔质量及其轧机调整。
(2)精密冷拔无缝钢管管坯表面质量直接影响到成品精密冷拔无缝钢管的外表面质量。在热轧无缝钢管生产中,首先要对管坯表面状态进行严格检查,管坯的外表面不允许有结疤、裂纹、发裂、沟纹、折叠、凹痕、耳子、气孔、麻点、砂眼及非金属夹杂等缺陷。当缺陷深度超过0.7~1.0毫米时,缺陷不能随管坯加热而烧掉,但残留在管坯表面上的任何缺陷都会在穿孔变形过程中扩展,使缺陷在钢管外表面上的任何缺陷都会在穿轧变形过程中扩展,使缺陷在钢管外表面上加深变长,以致造成废品。对上述的局部缺陷应及时加以清理,但缺陷处理深度不允许超过管坯直径的5%。
(3)管坯低倍组织。冷拔无缝钢管管坯的内部质量在一般情况下都以管坯的低倍组织为考核依据。对管坯的低倍组织不应有肉眼可见≥1级的残余缩孔、翻皮、分层、气泡、砂眼、非金属夹杂、白点及裂纹等。对一般疏松、中心疏松、偏析、皮下泡等缺陷经标准试样评级后,不得超过下列要求:
生产一般用途的普通碳素结构钢管的管坯
一般疏松 ≤4级
中心疏松 ≤3级
偏 析 ≤3级
皮下气泡深度 ≤ 2毫米
生产高压锅炉管、合金结构管的管坯
一般疏松 ≤2级
中心疏松 ≤2级
偏 析 ≤2级
皮下气泡深度 不允许有
(4)管坯的显组织。对生产特殊要求的合金与高合金冷拔无缝钢管所用的管坯,除检查低倍组织外,还要进行显组织(即金相高倍组织)的检验,以测定非金属夹杂物(如硫化物、氧化物及碳化物)的含量及分布形态,鉴别带状组织与脱碳层等。
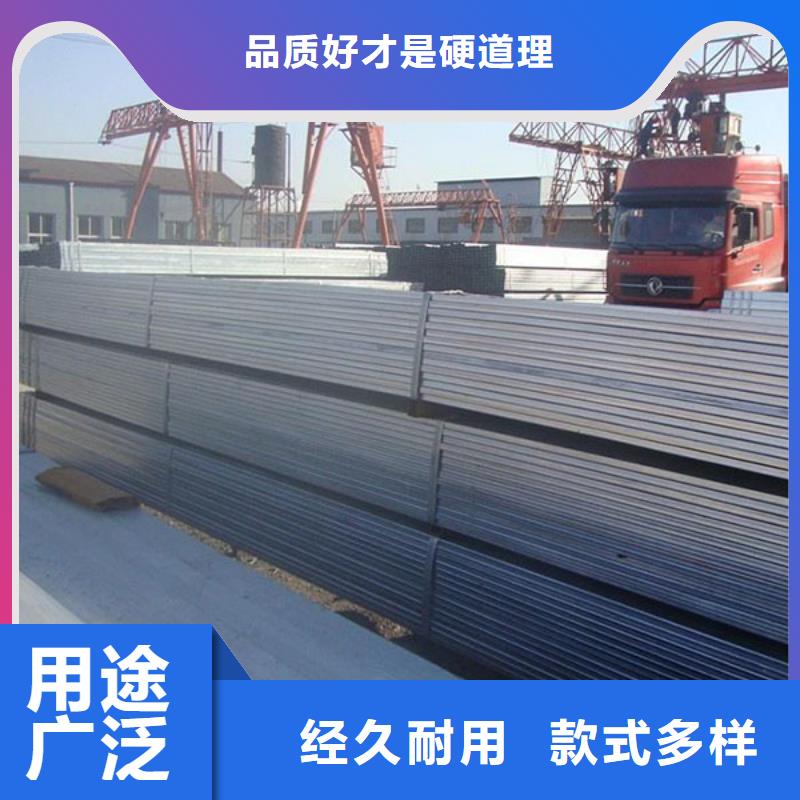
在出厂的时候以上几点需要特别注意,尤其对管坯壁厚不均匀,有沙眼的管坯切记不要出厂,以免对后边生产加工的精密无缝钢管或者冷拔无缝钢管造成误导,一致到出厂交货时产生不必要的麻烦。



鑫森通达无缝钢管有限公司生产的 四川德阳冲压片从每个细节做起, 四川德阳冲压片产品都力争作到精益求精。作为中国企业走向世界的准入证,“信誉”代表了我公司的市场名誉,得到了广大客户,科技发展,诚信为本”是我公司不变的追求。

镜面不锈钢管
镜面不锈钢管常见镜面分类
常见镜面不锈钢分为6K、8K、10K这三种。普通是普通抛光,普通6K,精磨8K,精磨10K作用。相同厚度的普通无太大不同,10K
镜面更亮;厚度越厚,作用越差,加工费用也越高。
镜面不锈钢镜管面不锈钢熔点
镜面不锈钢管的熔点主要与各成分及含量分有关,与表面能否为镜面无关。 “红”这个概念模糊。各种金属在400摄氏度下,环境不很
明亮时,能够看到曾经“红”了。所以“把镜面不锈钢烧红”约需求400度
